Kenapa Pengencangan Baut Harus Menggunakan Torsi?
Standar torsi pengencangan baut menentukan seberapa kuat dan aman sebuah sambungan mekanikal bekerja di lapangan. Di lingkungan industri Balikpapan yang banyak industri migas, pertambangan, dan manufaktur pendukung energi, baut yang tidak dikencangkan dengan nilai torsi yang tepat dapat menyebabkan kebocoran sistem perpipaan, kegagalan sambungan flange, hingga kecelakaan kerja.
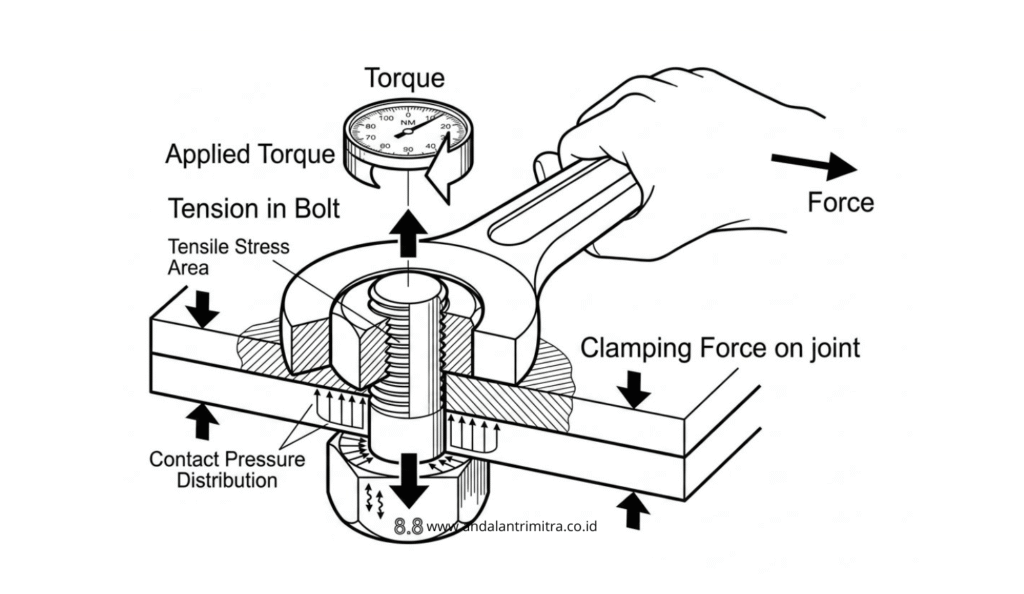
Torsi yang terukur menghasilkan tegangan tarik (clamping force) yang konsisten, hal inni memastikan sambungan tetap kuat meski menghadapi getaran, tekanan, dan perubahan suhu ekstrem di lingkungan kerja dan produksi.
Metode Pengencangan Baut
Ada tiga metode yang umum digunakan di lingkungan industri:
1. Torque Method
Menggunakan kunci torsi untuk mencapai nilai target. Metode paling umum, namun akurasinya bisa terpengaruh oleh kondisi gesekan dan pelumasan baut.
2. Turn-of-Nut Method
Baut dikencangkan hingga kondisi snug tight (metode pengencangan baut struktural paling dasar di mana seluruh pelat sambungan baja telah ditarik hingga saling bersentuhan erat), kemudian diputar tambahan sejumlah sudut tertentu. Lebih konsisten dalam menghasilkan clamping force dibanding torque method murni.
Menggunakan tekanan hidrolik untuk menghasilkan torsi tinggi secara presisi. Metode ini paling tepat untuk baut berukuran besar pada aplikasi kritis seperti flange perpipaan dan pressure vessel.
Tabel Referensi Standar Torsi Pengencangan Baut
Berikut ini tabel referensi umum nilai standar torsi pengencangan baut untuk baut baja grade 8.8 dalam kondisi kering (dry, tanpa pelumasan):
| Ukuran Baut | Torsi (Nm) | Torsi (ft-lbs) |
|---|---|---|
| M8 | 23 Nm | 17 ft-lbs |
| M10 | 46 Nm | 34 ft-lbs |
| M12 | 79 Nm | 58 ft-lbs |
| M16 | 195 Nm | 144 ft-lbs |
| M20 | 390 Nm | 288 ft-lbs |
| M24 | 670 Nm | 494 ft-lbs |
| M30 | 1.350 Nm | 996 ft-lbs |
Referensi umum untuk baut baja grade 8.8, kondisi kering (dry, tanpa pelumasan). Untuk aplikasi kritis, selalu mengacu pada spesifikasi OEM atau standar seperti ASME PCC-1.
Kesalahan Umum di Lapangan Terkait Pengencangan Baut
Beberapa kesalahan yang sering terjadi saat pengencangan baut:
- Kunci torsi tidak dikalibrasi
Alat yang sudah lama dipakai tanpa kalibrasi bisa memberikan pembacaan yang menyimpang, sehingga nilai torsi aktual tidak sesuai target. - Mengabaikan urutan pengencangan
Pada sambungan flange multi-baut, pengencangan harus dilakukan dengan pola silang (cross pattern) secara bertahap agar beban terdistribusi merata. - Tidak mempertimbangkan kondisi pelumasan
Baut yang dilumasi membutuhkan nilai torsi lebih rendah untuk menghasilkan clamping force yang sama dibanding baut kering. - Langsung full torque
Pengencangan sebaiknya dilakukan bertahap: 30% → 70% → 100% dari nilai torsi target.
Pentingnya Menggunakan Alat yang Tepat
Menurut ASME PCC-1 (Guidelines for Pressure Boundary Bolted Flange Joint Assembly), konsistensi nilai torsi pada setiap baut dalam satu sambungan sama pentingnya dengan besaran torsi itu sendiri variasi antar baut yang terlalu besar dapat menurunkan integritas sambungan secara keseluruhan.
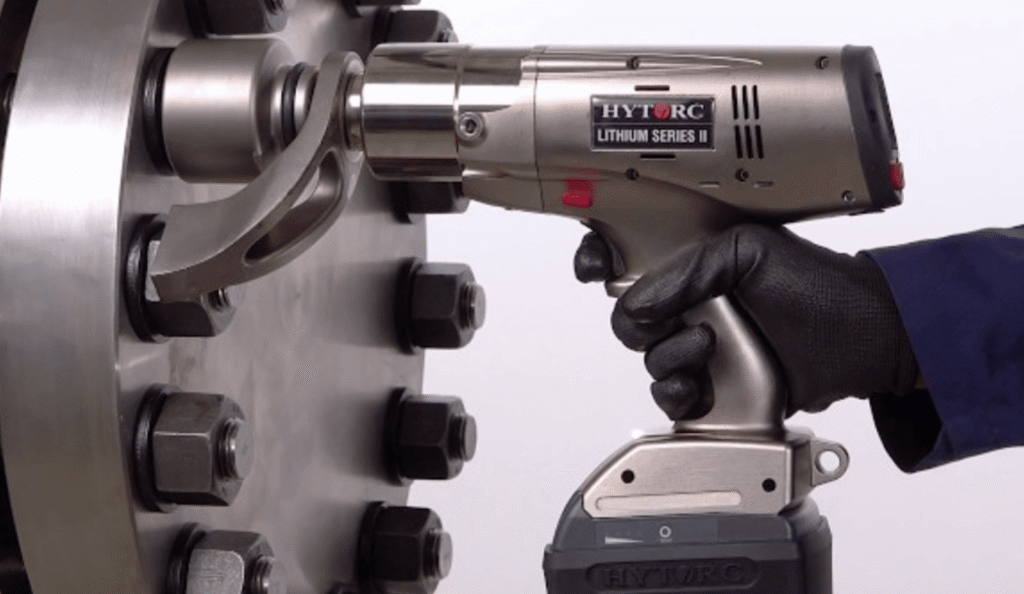
Untuk aplikasi industri berat, kunci torsi manual sering tidak mencukupi dari sisi kapasitas maupun konsistensi hasil. Hydraulic torque wrench seperti HYTORC MXT mampu menghasilkan torsi hingga lebih dari 50.000 Nm dengan akurasi tinggi dan hasil yang seragam di setiap baut.
PT Andalan Trimitra Sejahtera adalah distributor HYTORC bolting system di Balikpapan. Jika Anda membutuhkan solusi bolting system yang presisi untuk kebutuhan industri Anda, hubungi kami untuk konsultasi dan penawaran harga.